



-
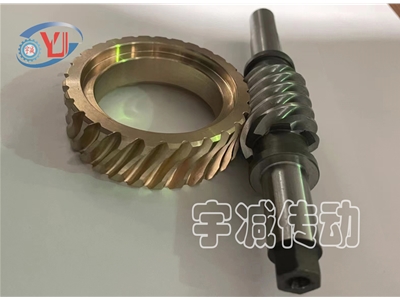
6头阿基米德蜗轮副
阿基米德蜗杆的特点是蜗杆的轴向截面齿形为直线形的。蜗轮滚刀的基本蜗杆应当等于与被切蜗轮相啮合的蜗杆的基本尺寸(即轴向模数ms,分度园直经Dt,螺旋方向一左旋或右旋,螺纹头数Z1,螺旋升角λθ,齿形角α),同时,蜗轮滚刀切制蜗轮时,刀具与被切蜗轮所处的相互空间位置,应当符合于蜗轮与对应的蜗杆在相互啮合传动时所处的空间位置,因此:每一单独的蜗轮,有其用的蜗轮滚刀。
-

蜗轮副非标定制
蜗轮加工,蜗轮是一种与蜗杆相啮合、齿形特殊的齿轮。蜗轮齿部的切削加工一般用滚齿机完成,主要有滚齿和飞刀切齿两种方法。 制造精密蜗轮时,可在滚齿或切齿后再进行剃齿、珩齿或研齿等精整加工。 滚齿采用基本参数与工作蜗杆相同的蜗轮滚刀,按展成法原理切出齿形。如果采用径向进给法滚齿,则滚刀与工件按Z2/Z1的传动比(Z1为工作蜗杆螺纹头数,Z2为蜗轮齿数)对滚,两者逐渐靠近直到其中心距等于工作蜗杆与蜗轮啮合时的中心距为止。采用切向进给法滚齿时,机床除保证刀具旋转外,还要有轴向进给;同时机床的工作台也要增加相应的附加转动,才能实现展成运动,这就要使用差动链。因此,切向进给法的加工精度一般不如径向进给法,但齿面质量较好,且不会产生根切现象。滚切蜗轮的精度一般可达6~8级(JB162-60)。 剃齿蜗轮剃齿刀的基本参数与工作蜗杆相同。蜗轮剃齿一般用滚齿机,可以由剃齿刀带动蜗轮自由剃齿,也可在机床传动链控制下强迫剃齿,剃后齿面质量和精度有所提高。 珩齿和研齿蜗轮滚齿或飞刀切齿后,为了提高齿面质量、改善蜗轮与蜗杆啮合时的接触情况,可在滚齿机上珩齿或研齿。珩齿工具是用磨料与塑料、树脂的混合物浇铸在基体上而制成的珩磨蜗杆;研齿时用铸铁制成的研磨蜗杆加研磨剂与蜗轮对研。 蜗轮蜗杆传动原理:蜗轮蜗杆传动是在空间交错的两轴间传递运动和动力,两轴线间的夹角可为任意值,常用的为90°。 蜗轮蜗杆传动由蜗杆和蜗轮组成,一般蜗杆为主动件。蜗杆和螺纹一样有右旋和左旋之分蜗杆传动,分别称为右旋蜗杆和左旋蜗杆。蜗杆上只有一条螺旋线的称为单头蜗杆,即蜗杆转一周,蜗轮转过一齿,若蜗杆上有两条螺旋线,就称为双头蜗杆,即蜗杆转一周,蜗轮转过两齿。
-
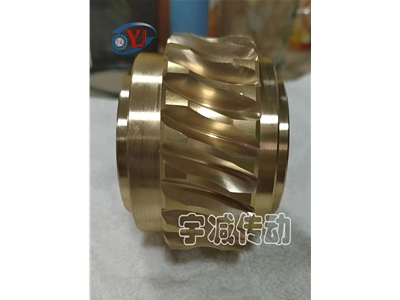
4头蜗轮
蜗轮蜗杆机构常用来传递两交错轴之间的运动和动力。蜗轮与蜗杆在其中间平面内相当于齿轮与齿条,蜗杆又与螺杆形状相似。 蜗轮蜗杆机构的特点 1.可以得到很大的传动比,比交错轴斜齿轮机构紧凑。 2.两轮啮合齿面间为线接触,其承载能力大大高于交错轴斜齿轮机构。 3.蜗杆传动相当于螺旋传动,为多齿啮合传动,故传动平稳、噪音很小。 4.具有自锁性。当蜗杆的导程角小于啮合轮齿间的当量摩擦角时,机构具有自锁性,可实现反向自锁,即只能由蜗杆带动蜗轮,而不能由蜗轮带动蜗杆。如在起重机械中使用的自锁蜗杆机构,其反向自锁性可起安全保护作用。 5.传动效率较低,磨损较严重。蜗轮蜗杆啮合传动时,啮合轮齿间的相对滑动速度大,故摩擦损耗大、效率低。另一方面,相对滑动速度大使齿面磨损严重、发热严重,为了散热和减小磨损,常采用价格较为昂贵的减摩性与抗磨性较好的材料及良好的润滑装置,因而成本较高。 6.蜗杆轴向力较大。
-
蜗轮蜗杆
蜗轮蜗杆机构常用来传递两交错轴之间的运动和动力。蜗轮与蜗杆在其中间平面内相当于齿轮与齿条,蜗杆又与螺杆形状相似。 蜗轮蜗杆机构的特点 1.可以得到很大的传动比,比交错轴斜齿轮机构紧凑。 2.两轮啮合齿面间为线接触,其承载能力大大高于交错轴斜齿轮机构。 3.蜗杆传动相当于螺旋传动,为多齿啮合传动,故传动平稳、噪音很小。 4.具有自锁性。当蜗杆的导程角小于啮合轮齿间的当量摩擦角时,机构具有自锁性,可实现反向自锁,即只能由蜗杆带动蜗轮,而不能由蜗轮带动蜗杆。如在起重机械中使用的自锁蜗杆机构,其反向自锁性可起安全保护作用。 5.传动效率较低,磨损较严重。蜗轮蜗杆啮合传动时,啮合轮齿间的相对滑动速度大,故摩擦损耗大、效率低。另一方面,相对滑动速度大使齿面磨损严重、发热严重,为了散热和减小磨损,常采用价格较为昂贵的减摩性与抗磨性较好的材料及良好的润滑装置,因而成本较高。 6.蜗杆轴向力较大。
-

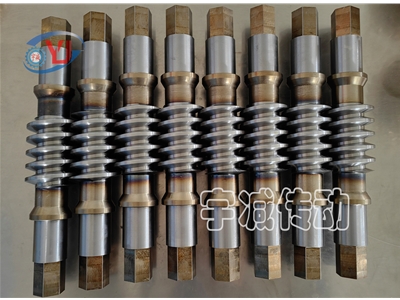
双导程精密蜗轮蜗杆
关注我们

扫一扫关注我们